
High-precision coffee filter machines and rotary die cutting solutions ensure consistent quality, fast production, and reliable performance
Complete production solutions, from coffee filter machines to die cutting equipment and accessories, optimizing workflow, reducing waste, and boosting productivity
Trusted by manufacturers worldwide, We offer reliable coffee filter machines and die cutting solutions designed for high-speed, high-quality, and long-lasting performance.

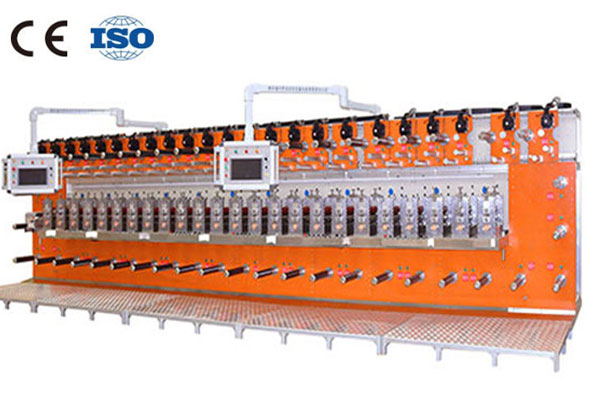
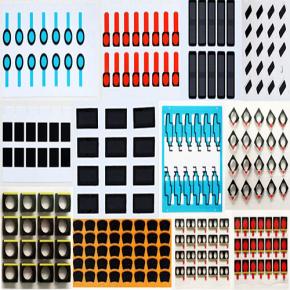
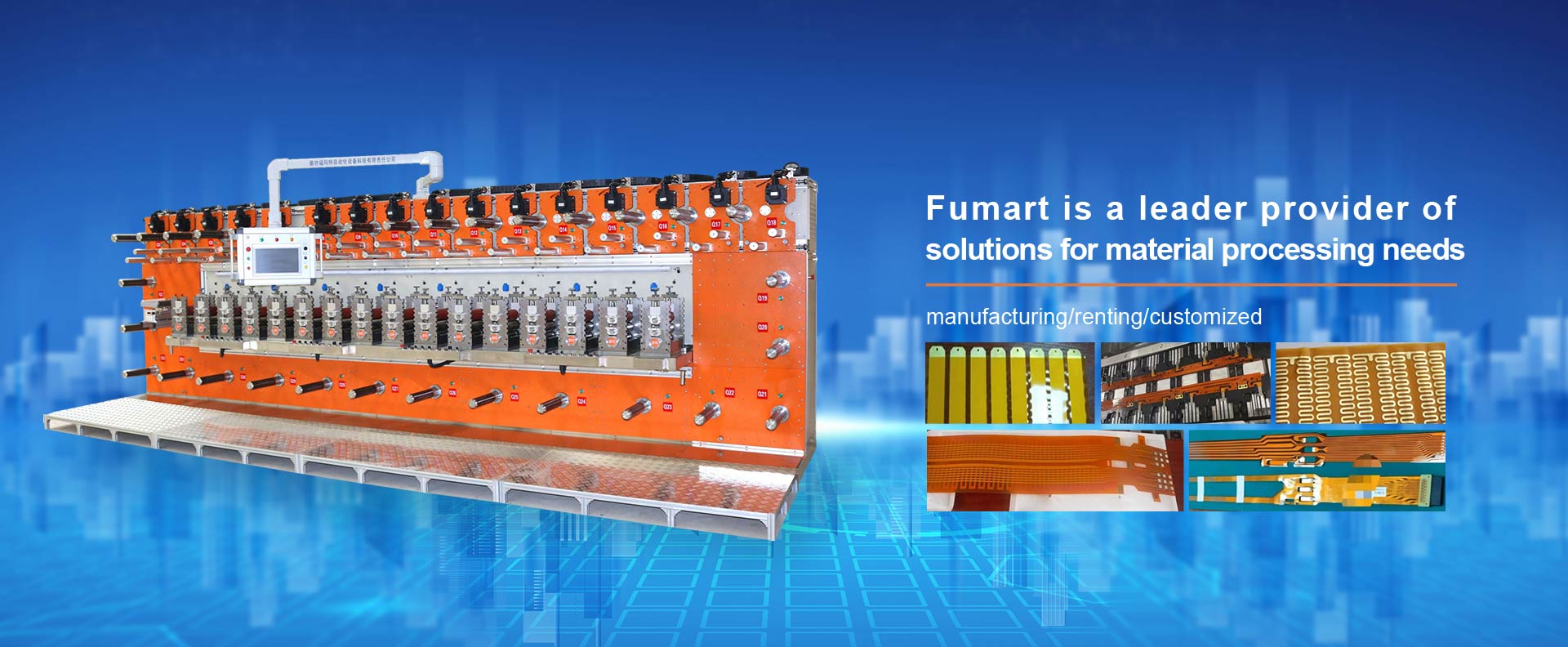
We specialize in rotary die cutting machines, coffee filter paper machines, and precision componentsˇŞbuilt specifically for real production environments, not generic designs.

From material feeding to cutting and stacking, every machine is tailored to your product specificationsˇŞensuring maximum efficiency and minimal waste.

Equipped with full servo control systems and high-quality core components, our machines deliver consistent accuracy, smooth operation, and long service life.

We provide quick communication, professional guidance, and ongoing after-sales supportˇŞincluding spare parts and technical assistance whenever you need it.
China's leading automation equipment technical solution supplier.
Best selling domestic and overseas market, global supplier of die cutting equipment






We chat